Boiler Tube Rolling Procedure

How To Expand Bead And Re Roll Boiler Tubes In One Seamless Operation Youtube

How To Cut Boiler Tubes In Less Than 10 Seconds Youtube

Pin On Nickel Based Alloy Tube

Boiler Retubing Boiler Tube Replacement

Pin On Anand Seamless Tubes

Fitting Boiler Tubes To Ab 608 Youtube

This is time consuming and requires a tremendous amount of skill.
Boiler tube rolling procedure. The boiler is then closed and prepared to fire using all new gaskets. They will take a flare roll expander and roll and flare the tubes to a tight tube joint. If the flaring roll starts to walk under the drum they back the tool out and place the mandrel in the expander tightly and finish the roll. Boiler tube installation new boiler tubes manufactured to meet or exceed specifications are installed rolled beaded and sometimes welded in the hot pass.
Boiler tubes 12 16 bwg 0 001 5. Tube failures during the initial operation period the normal operation period and after ten to fifteen years operation show different trends. The rolling control is now set and ready to roll the rest of. Good operating and maintenance practice reduces tube failures.
Call 1 718 729 3360 for expert help. Boiler testing qc ib m hydro tests the boiler witnessed by our authorized inspection agency. Mechanical rolling reduces the tube wall by. To assure a proper tube joint the tube wall must.
Tube expanding is the art of reducing a tube wall by compressing the o d. Such as rolling tubes into tube sheets drums ferrules or flanges. Drawing upon a full century of experience and expertise boiler tube company of america bta manufactures replacement pressure boiler components and related auxiliary industrial boiler parts for all sizes and styles of boilers regardless of original oem. The use of the torque control system will ensure the uniform tightness of all tubes.
Reroll all test tubes that were under size. There are manufacturers who feel that rolling the tube with a flare roll expander only is the best procedure. Of the tube against a fixed container. To ensure the best tool life and the highest quality tube to tube sheet contact.
Welding procedures cleaning procedures step sequence for tube to tubesheet joint completion including welding special closefit per tema table rcb 7 41 inspection and test plan like quality plans inspection and test plans can vary with heat exchanger types but major steps can be seen in figure 6. There are twenty two primary reasons for tube failures in a boiler which can be classified under six major groups. They can be analyzed and corrective and preventive action can taken. To roll tubes into tubesheets thicker than 2 you must step roll.

Boiler Repair How To Replace And Maintenance Tube Welding Step By Step Youtube

Boiler Tubes Boiler Steel Tubes Boiler Steel Pipe

Astm A178 Welded Boiler Tube
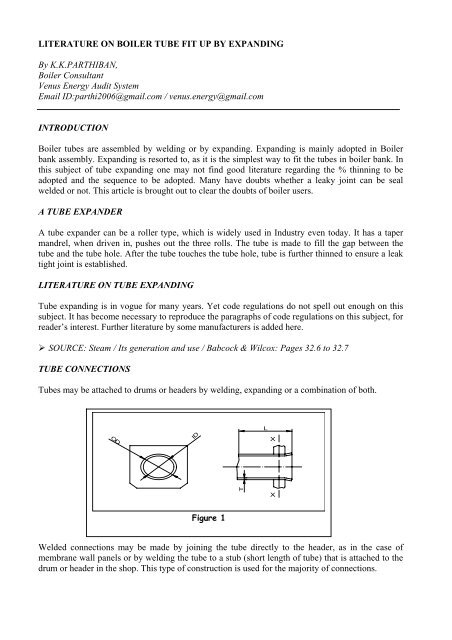
Literature On Boiler Tube Fit Up By Expanding

Stopping Corrosion In Boiler Tube Bundles
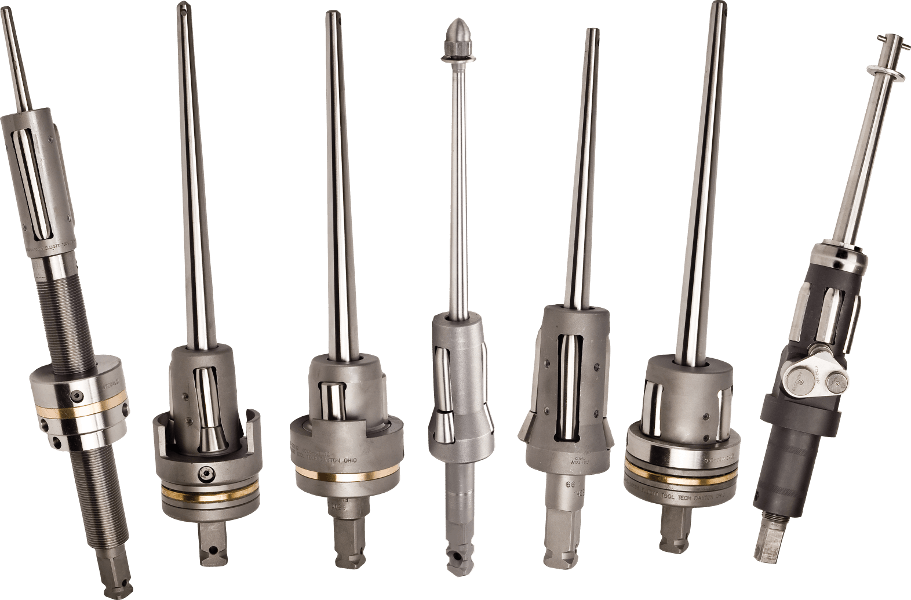
Heat Exchanger Boiler Tube Installation Tools

Boiler Tube 80 Weld Head Welding Technology New Construction Welders

Boiler Retrofit Universal Plumbing And Heating Boiler Boiler Repair Steam Boiler

How Boiler Pipe Is Manufactured Material Specification Types And Sizes

The Advantages Of Steel Tube Steel Metal Steel Stainless Steel Balustrade

Swaged Boiler Tube Fabricated Sales

Asme Sa 192 Tube Astm A192 Boiler Tubes Sa 192 Material Price List

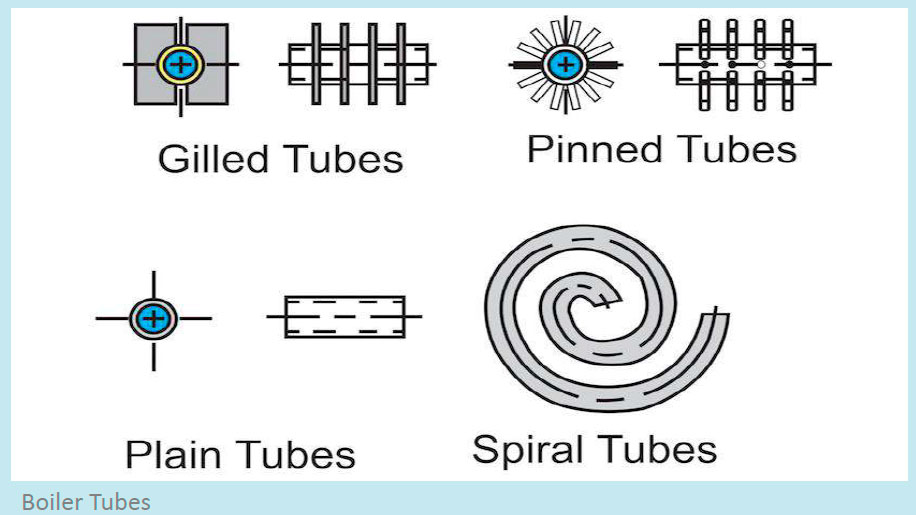
Boiler Tubes Furnace Tubes Heat Exchanger Tubes

Reheater Tubes Superheater Tubes Boiler Tube China Guanyu Stainless Steel Tube

Pin On Stainless Steel Pipes

Why Boiler Explosion Causes So Much Damage Steam Boiler Boiler Explosion

What Is The Difference Between Pipe And Tube

Sa213 T12 A213 T12 Material Sa213 T12 Boiler Tube Supplier

Rbc 2 Jpg Boiler Steam Boiler Power Plant

Asme Sa 214 Tubes Vs Asme Sa 179 Tubes A179 A214 Tube Supplier

Steam Engine Plans With Boiler Google Zoeken Steam Boiler Steam Generator Boiler

Asme Sa210 A1 Boiler Tubes Astm A210 Grade A1 Carbon Steel Boiler Tubing Supplier In India
Tube Inserts And Pipe Ferrule Used In Heat Exchangers Tubes Boilers

Steam Boiler Tube Failure By Caustic Gouging Chardon

How To Choose Boiler Tubes

Asme Sa214 Boiler Tubes Astm A214 Carbon Steel Boiler Tubing Supplier In India

Boiler Welding

Best Steel Pipes Importer Could Be Found In Our Company With Images Steel Steel Grades High Pressure

Asme Sa178 Boiler Tubes Astm A178 Carbon Steel Boiler Tubing Supplier In India

Stainless Steel Tube With Images

40 X 40 X 3 75mm Mild Steel Pipes Weight Welded Square Steel Tube Email Sales5 Zjststeel Com Tel 8615226592835 Web Www Zjststeel Com Pipes Manufacturing Steel
Mirmarine Marine Boiler Construction

Biomass Fired Boiler Manufacturer Steam Boiler Biomass Boiler

Pin On Steam Boiler Components

A Step By Step Guide To Making Jar Candles At Home Candle Making Supplies Candles Crafts Candle Making

China Seamless Boiler Tube Suppliers Seamless Boiler Tube Made In China Quotation Jetvision

Cochran Boiler Manufacturing Process Youtube

Pin On Best Api 5l Steel Tube Application Oil Water Supply And Drainage

Pin On Manufacturer Of Alloy Steel Pipe In India

Boiler And Heat Exchanger Tubes Benteler Distribution

Manufacturing John Thompson

Tube Expanders Elliott Tool

Temperature Control Of Vacuum Sintering Furnace In 2020

